









Линия перфорации листового металла
Компания КИНГРЕАЛ стремится предоставлять клиентам наилучшие решения по производству линий перфорации листового металла с передовыми технологиями и богатым опытом. Для удовлетворения растущего спроса на рынке на высококачественные, прецизионные перфорированные изделия.
- KINGREAL
- Китай
- 80 дней
- 9999
- Информация
- скачать
Видео о линии перфорации рулона
Определение линии перфорации листового металла
КИНГРЕАЛ предоставляет перфорированные металлические машины в соответствии с потребностями клиентов для удовлетворения конкретных потребностей. КИНГРЕАЛ предоставляет линии перфорации рулонов, подходящие для различных форм перфорации, толщин, сырья и т. д., и стремится предоставлять клиентам наилучшие решения для перфорированных листов. Используя перфорированные металлические машины КИНГРЕАЛ, клиенты могут дополнительно обрабатывать и производить различные продукты, такие как перфорированные стеновые панели, перфорированные фильтрующие элементы, перфорированные экраны, перфорированные глушители, перфорированные панельные лотки, перфорированные потолки и т. д. для удовлетворения потребностей различных областей.
Для лучшего удовлетворения потребностей рынка линии перфорации рулонов КИНГРЕАЛ делятся на три основных типа: линии пробивки отверстий, линии перфорации металлических потолков, линии перфорации рулон-рулон и линии перфорации листового металла.

Преимущества линий перфорации рулонов КИНГРЕАЛ
(1) Простота эксплуатации
Линии перфорации рулонов КИНГРЕАЛ разработаны так, чтобы быть удобными для пользователя, оснащены интуитивно понятной панелью управления и передовой системой программного обеспечения. Такая конструкция позволяет операторам легко осваивать рабочий процесс при использовании перфорированной металлической машины, что значительно сокращает время обучения и сложность эксплуатации. Даже новички могут ознакомиться и полностью контролировать различные функции линии перфорации рулонов за короткое время после простого обучения.
(2) Гибкая конфигурация
Перфорированная металлическая машина КИНГРЕАЛ демонстрирует большую гибкость в конфигурации, которая может удовлетворить индивидуальные потребности разных клиентов. КИНГРЕАЛ предоставляет различные уровни скорости и конструкции пробивного инструмента, и клиенты могут выбирать более быстрые или медленные удары пробивки в соответствии с фактическими производственными потребностями. Эта гибкость не только повышает эффективность производства, но и позволяет линии перфорации рулонов адаптироваться к потребностям обработки различных материалов, таких как металлические листы различной толщины и твердости. Клиенты могут выбрать наиболее подходящую конфигурацию в соответствии со своим бюджетом и производственным планом, чтобы получить максимальную экономическую эффективность.
(3) Эффективная производственная мощность
В перфорированной металлической машине КИНГРЕАЛ используются передовые производственные технологии в сочетании с эффективными производственными процессами, чтобы гарантировать максимальную эффективность каждого звена, тем самым снижая общие эксплуатационные расходы. Линия перфорации рулонов КИНГРЕАЛ может выполнять большое количество задач по пробивке за короткое время, что значительно повышает эффективность производства клиентов.




Линии перфорации рулонов различной конфигурации
В дополнение клиния перфорации металлического потолкаКомпания КИНГРЕАЛ также разработала линию перфорации рулона в рулон и линию перфорации листового металла в соответствии с различными процессами перфорации.
|  |
Линия перфорации рулон-в-рулон: Основная функция линии перфорации рулона в рулон КИНГРЕАЛ заключается в намотке пробитых рулонов металла, что гарантирует отсутствие царапин на поверхности металла во время транспортировки и хранения, а также облегчает последующую вторичную обработку. | Линия перфорации листового металла: Машина для резки перфорированного металла — еще одно важное оборудование компании КИНГРЕАЛ, предназначенное для точной резки рулонов перфорированного металла в соответствии с требованиями заказчиков к длине готовой продукции. |
Принцип работы: Рабочий процесс линии перфорации рулон-в-рулон относительно прост, но эффективен. Сначала разматыватель разматывает рулон металла и корректирует его через выравниватель, чтобы обеспечить плоскостность материала. Затем пробивной станок пробивает в соответствии с заданными параметрами и пробивает требуемую форму отверстия и апертуру на материале. Наконец, перфорированный металлический материал наматывается разматывателем, образуя рулон, который можно транспортировать и хранить. | Принцип работы: Рабочий процесс линии перфорации листового металла также прост и эффективен. Сначала разматыватель разматывает рулон металла и корректирует его через правильную машину. Затем пробивной станок пробивает отверстия в соответствии с заданными параметрами. Наконец, перфорированный материал поступает на станцию резки и точно режется по длине, заданной заказчиком, для формирования конечного продукта. |
Основные компоненты: -Разматыватель -Выпрямитель точный -Пробивной пресс -Откатчик
*Намотчик: Намотчик перематывает перфорированную металлическую катушку, формируя аккуратный рулон. Оборудование изысканно спроектировано для эффективного предотвращения царапин или повреждения металлической поверхности в процессе намотки, а также удобно для последующей транспортировки. Благодаря автоматизированному рабочему процессу линия перфорации рулон-в-рулон КИНГРЕАЛ значительно повышает эффективность производства, снижает необходимость ручного вмешательства и уменьшает человеческие ошибки. | Основные компоненты: Разматыватель Прецизионный выпрямитель Штамповочный пресс Станция резки
*Станция резки: Станция резки является основной частью линии перфорации листового металла, которая может точно разрезать рулон перфорированного металла в соответствии с длиной, заданной заказчиком. Этот процесс гарантирует, что размер каждого готового изделия соответствует требованиям, что удобно для последующей обработки и использования. |

Различные области применения линий перфорации рулонов
Линии перфорации листового металла КИНГРЕАЛ имеют широкий спектр применения и могут удовлетворить потребности различных отраслей. Вот некоторые распространенные отрасли и их конкретные готовые продукты:

Строительная промышленность: перфорированные стеновые панели, перегородочные материалы
Автомобилестроение: перфорированные фильтрующие элементы, глушители
Электронные изделия: перфорированные панели, радиаторы
Бытовая техника: перфорированные лотки, вентиляционные сетки
Охрана окружающей среды: перфорированные сетки, оборудование для очистки сточных вод
Будь то крупное предприятие или небольшая студия, линии перфорации листового металла КИНГРЕАЛ могут предоставить эффективные и надежные решения, помогающие клиентам повысить производственные мощности.
Инновационная линия перфорации листового металла КИНГРЕАЛ – технология микропробивки
Чтобы оставаться конкурентоспособной в отрасли, КИНГРЕАЛ продолжает работать над технологическими инновациями. КИНГРЕАЛ достигла значительного прогресса в технологии микроштамповки и успешно предоставила индивидуальные решения для клиентов в Греции и Марокко.
 |  |
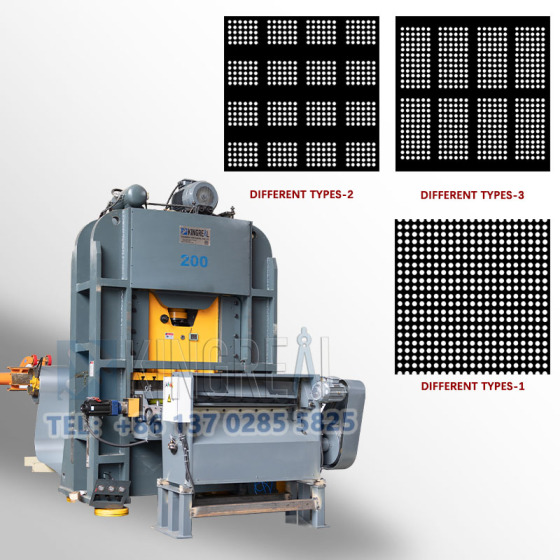
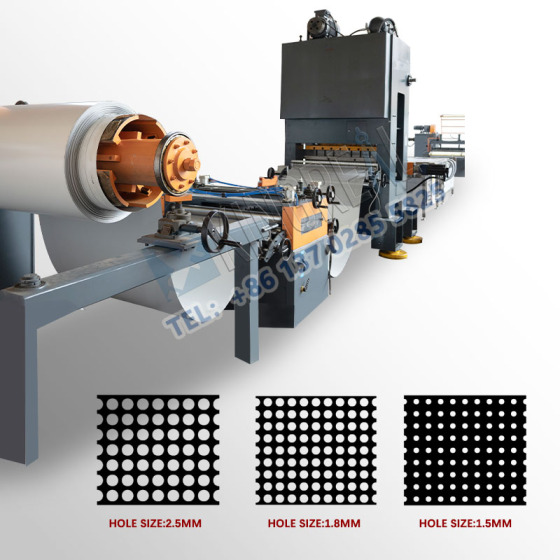
-Греческий случай- Для греческих клиентов линия перфорации листового металла КИНГРЕАЛ способна пробивать микроотверстия диаметром всего 1,0 мм. Этот технологический прорыв не только удовлетворяет спрос клиентов на высокую точность, но и демонстрирует сильную силу КИНГРЕАЛ в области микропробивки. | -Марокканский случай- Для марокканских клиентов линия перфорации листового металла КИНГРЕАЛ может достигать микроотверстий диаметром 1,5 мм. Эта технология также сталкивается с большими трудностями, поскольку микроотверстия предъявляют чрезвычайно высокие требования к производству штампов. |
*Анализ технической сложности
Сложность изготовления микроотверстий в основном отражается в конструкции и обработке штампов. Обычные диаметры отверстий на рынке составляют 1,8 мм и 2,5 мм, и КИНГРЕАЛ успешно разработала отверстия с меньшим диаметром благодаря постоянным усилиям и инновационному мышлению инженеров КИНГРЕАЛ. В процессе исследований и разработок инженеры КИНГРЕАЛ сначала провели углубленный анализ существующих штампов, чтобы понять их недостатки в производстве микроотверстий. Впоследствии, благодаря оптимизации выбора материала, конструкции пресс-формы и технологии обработки, было наконец достигнуто успешное производство штампов для микроотверстий.




*Проектирование и процесс изготовления микроштампов:
1. Конструкция штампа
Требования к проектированию микроотверстий очень строгие, особенно в отношении диаметра отверстий и расстояния между ними. Инженерам КИНГРЕАЛ необходимо:
Точный расчет: размер микроотверстий очень точный, обычно 1,0 мм и меньше, и любое небольшое отклонение может привести к получению некачественной продукции.
Сложная геометрия: помимо стандартных круглых отверстий, микроштампы также должны поддерживать отверстия различной формы, что предъявляет высокие требования к сложности конструкции штампа.
Прочность пресс-формы: Микроотверстия штампуются под большим давлением, поэтому необходимо обеспечить прочность и износостойкость материала пресс-формы, чтобы предотвратить деформацию или повреждение в процессе производства.
2. Выбор материала
Выбор материалов напрямую влияет на производительность и срок службы пресс-формы. Для микроштампов выбор материала должен учитывать:
Материалы с высокой твердостью: Чтобы гарантировать, что форма не деформируется под воздействием высокой температуры и высокого давления, обычно требуются высоколегированная сталь или другие материалы с высокой твердостью.
Коррозионная стойкость: в процессе штамповки образование смазочного масла и металлической стружки может привести к коррозии пресс-формы, поэтому материал должен обладать хорошей коррозионной стойкостью.
Технологичность: Микроотверстия в матрицах трудно поддаются обработке, а обрабатываемость материала напрямую влияет на эффективность производства и точность пресс-формы.
3. Технология обработки
Технология обработки микроотверстий является ключом к достижению высокоточной штамповки и сталкивается с основными проблемами:
Технология точной обработки: Для обеспечения соответствия размера и формы пресс-формы требованиям проекта требуется высокоточное обрабатывающее оборудование, такое как станки с ЧПУ, лазерная резка и т. д.
Сложные этапы обработки: изготовление пресс-форм с микроотверстиями обычно включает в себя несколько процессов, включая резку, шлифовку, термическую обработку и т. д., и любая ошибка в любом процессе может привести к дефектам в конечном продукте.
Высокие технические требования: операторы должны обладать богатым опытом и знаниями для эффективного контроля обработки и обеспечения точности и производительности пресс-формы.
4. Контроль качества
В процессе производства пресс-форм с микроотверстиями контроль качества имеет решающее значение, что в основном выражается в:
Строгие стандарты испытаний: каждая форма должна проходить строгие испытания на предмет размера и формы, чтобы убедиться в ее соответствии проектным спецификациям.
Механизм обратной связи: своевременный сбор и анализ данных в ходе производственного процесса для внесения корректировок в пресс-форму в режиме реального времени с целью обеспечения стабильности и последовательности производства.