


Линия для продольной резки стальных рулонов
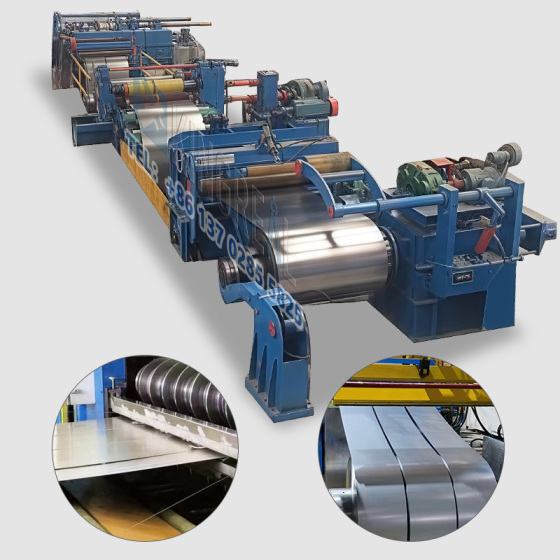
Высокоскоростная дисковая линия для продольной резки стальных рулонов KINGREAL — это линия непрерывного производства рулонной стали, состоящая из разматывателя, устройства для первоначальной коррекции защемления, основного устройства для продольной резки рулонов и устройства для намотки.
- KINGREAL
- Китай
- Информация
- скачать
Видеоролик о станке для продольной резки стальных рулонов KINGREAL
Видеоролик о станке для продольной резки стальных рулонов KINGREAL
Успешные примеры применения станков для продольной резки рулонов KINGREAL на мировом рынке.
За годы работы на рынке оборудования для продольной резки листового металла компания KINGREAL накопила богатый опыт и множество успешных проектов, а также имеет опыт локализованной технической поддержки.
1. Двухголовочный продольно-резательный станок
2. Линия для продольной резки толстостенной проволоки
3. Станок для продольной резки силикона
4. Станок для продольной резки узких рулонов полос
5. Высокоскоростная линия для продольной резки рулонов
И так далее...



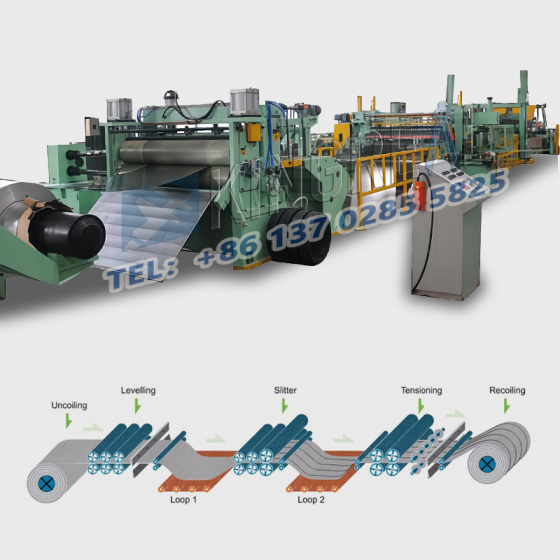
Основной порядок работы линии продольной резки стальных рулонов
Станок для продольной резки стали KINGREAL — это механическое оборудование, используемое для резки и раскроя металлических материалов на полосы. Он состоит в основном из загрузочной тележки, разматывателя, выравнивателя, продольно-резательного станка, намотчика отходов, натяжителя, намотчика и разгрузочного устройства. Это оборудование работает согласованно, чтобы разрезать широкие металлические или неметаллические рулоны на точные узкие полосы. Рулон поднимается со склада рулонов к устройству подготовки рулонов, а затем с помощью тележки для рулонов подается на барабан разматывателя. Рулон разматывается для фиксации на катушке, лента снимается, и используется разматывающее устройство.

Шнур подается в зажимное устройство через боковую направляющую петлеукладчика, диск обрезается и подрезается (обрезается), кромочная проволока собирается кромочным станком, а лента подается через петлеукладчик и натяжной стол. Намоточные губки могут изготавливаться совместно с лентой.
Технические характеристики высокоскоростной линии продольной резки рулонов
1. Технические характеристики оборудования
| Применимые материалы | холоднокатаная сталь, цветная сталь, оцинкованная сталь, травленая сталь |
| Качество материала | отечественная сталь или сталь, соответствующая международным стандартам |
| Предел прочности | δb≤450 МПа, δS≤260 МПа |
| Толщина материала | 0,5-3 мм |
| Ширина материала | 600-1600 (макс.) |
| внутренний диаметр стальной катушки | φ470-520 |
| внешний диаметр стальной рулона | φ1600 мм (макс.) |
| Вес катушки | 15 тонн (макс.) |
| диаметр вала вертикальных ножниц | Материал φ200: 40Cr |
| Вертикальные ножницы | φ200Xφ340X20 |
| материал вертикальных ножниц | 6CrW2Si |
| Максимальное количество филиалов | 30 |
2. Параметры готового изделия, полученного методом продольной резки:
| Точность ширины | ≤ ± 0,05 мм |
| Другие параметры оборудования | / |
| Власть | 380 В/50 Гц/3 фазы |
| Скорость линии | 0-120 м/мин |
| Установленная мощность | 200 кВт |
| Площадь производственной линии (приблизительно) | длина 28 м x ширина 8 м |
| Производственные операторы | 1 квалифицированный рабочий и 2 разнорабочих |
| Направление производственной линии | справа налево (консоль обращена к устройству) |
| Цвет оборудования | белый серый |
3. Состав станка для продольной резки рулонов
■Гидравлическая погрузочная тележка ■Гидравлическая расширительная и разгрузочная решетка ■Механизм зажима и выравнивания ■Гидравлический станок для поперечной резки ■Маленькая тяжелая голова ■Петля для хранения I ■ Устройство для бокового позиционирования ■ разрезание хозяина ■Устройство для приема отработанного провода ■Storage Looper II ■Устройство для гашения натяжения перед разделением ■Гидравлические ножницы фиксированной длины ■Гидравлический намоточный узел ■Гидравлическая разгрузочная тележка ■Гидравлическая система управления ■Электронная система управления |  |
Характеристики и технологический процесс высокоскоростного станка для продольной резки рулонов KINGREAL
1. Высокоскоростной прецизионный станок для продольной резки серии KINGREAL имеет программируемую конструкцию, которая автоматически переключает режим работы производственной линии в зависимости от типа листового металла, что позволяет значительно повысить эффективность производства и снизить частоту технического обслуживания. 2. Гидравлический цилиндр расширения и сжатия разматывающей машины и намоточной машины выполнен в единой конструкции, что обеспечивает низкий уровень отказов. |  |
3. На главном валу разматывателя, продольно-резательной машины и намоточного устройства установлен высокоэффективный дисковый тормоз, регулируемый пневматической системой, который автоматически срабатывает при определенных условиях, предотвращая ослабление намотки стального рулона. 4. Прижимной питатель осуществляет активную подачу материала и может автоматически работать синхронно с производственной линией. 5. Основной станок для продольной резки имеет интегрированную основу и раздельную передаточную конструкцию, что позволяет эффективно повысить жесткость механической конструкции, снизить амплитуду вибрации продольных ножниц и улучшить качество готовой продукции. |  |
6. Точность амплитуды опорной плоскости оси сдвига в вертикальной плоскости составляет 0,006 мм, что позволяет значительно продлить срок службы инструмента и обеспечить точность готового изделия. 7. Обжимная проволока имеет намотку натяжного типа и оснащена скользящей структурой, что позволяет эффективно повысить стабильность механической работы. 8. В конструкции демпфирования натяжения прямого давления в качестве материала используется войлок с хорошей эластичностью и высоким коэффициентом износостойкости, что обеспечивает бесперебойную работу оборудования в процессе его изготовления; кроме того, она оснащена устройством балансировки давления для уравновешивания давления с обеих сторон поверхности, принимающей давление. |  |
В механизме раздельного прессования используется гидравлически регулируемая комбинация противодавления для стабилизации давления, оно автоматически повышается по мере увеличения диаметра катушки и всегда эффективно прижимает катушку. Самонатяжная конструкция намотки готового изделия позволяет повысить его плотность.
Обзор технологического процесса и его характеристик

Стальная рулонная лента транспортируется со склада стальной рулонной ленты к устройству подготовки стальной рулонной ленты, а затем с помощью тележки подается на разматывающую катушку. Катушка разматывается для фиксации стальной рулонной ленты, после чего связка снимается. С помощью разматывающего устройства лента подается в зажимное устройство, перемещается для грубой обработки, центрирования через боковые направляющие, резки полосы (резки), формирования петли, натяжной намотки и обрезки. 2) Применяемые материалы: холодная прокатка, электрооцинкование, горячее цинкование, алюминиево-цинковое покрытие, электротехническая сталь, листовой металл с покрытием, нержавеющая сталь.
Другие особенности линии продольной резки стальных рулонов Kingreal
Для обеспечения долгосрочной стабильности работы оборудования ключевые компоненты, такие как подшипники, лезвия, валы режущих инструментов и приемные катушки, являются импортными. При производстве и закупке комплектующих используются детали, соответствующие самым высоким техническим стандартам отечественного производства.
а. Функция автоматического центрирования подачи;
б. Функция разматывания с помощью тележки;
c. Система автоматического контроля натяжения при размотке с ультразвуковым обнаружением;
d. Разматывающая катушка предотвращает сгибание внутреннего кольца;
e. Передвижная платформа поднимает удобную доску и обеспечивает автоматическую функцию отвода груза;
f. Гидравлическая блокировка ножа и функция предотвращения соскальзывания вала ножа; нож для вывода линии, тестовый нож;
g. Боковая проволока обеспечивает функционирование; тонкая боковая проволока не препятствует работе намотки;
h. Функция намотки с постоянным натяжением;
i. Функция автоматического позиционирования намоточных губок;
j. функция разрезания фиксированной длины;
k. Полнолинейная рычажная система, работающая в одиночном режиме;
Как обеспечить качество станков для продольной резки стали

Компания KINGREAL, являясь профессиональным производителем станков для продольной резки металлических рулонов в Китае, стремится предоставлять своим клиентам высококачественные станки для продольной резки металлических рулонов. Начиная с закупки сырья и точного литья компонентов и заканчивая сборкой и вводом в эксплуатацию станков для продольной резки стальных рулонов на заводе, осуществляется ряд процессов контроля качества, обеспечивающих высокое качество обработки и производства рулонов, что помогает клиентам повысить эффективность и качество производства.
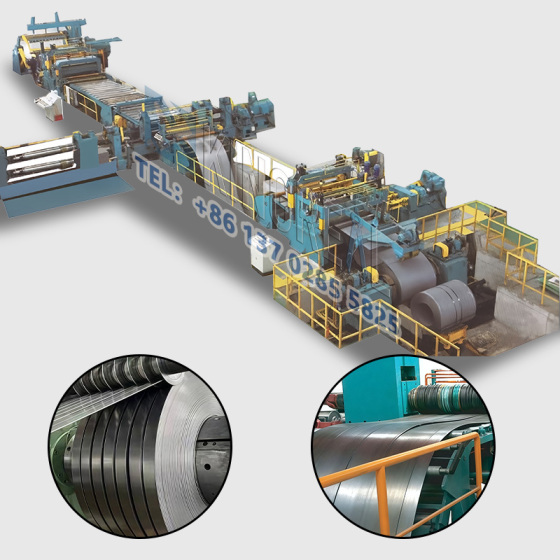
Демонстрация готовой продукции в виде прорезной катушки
Компания KINGREAL предлагает клиентам различные решения в области машин для продольной резки рулонов, будь то машины для резки нержавеющей стали, меди, оцинкованной стали, алюминия, горячекатаной стали, холоднокатаной стали и т.д. KINGREAL может предоставить соответствующие машины для продольной резки металла. Машины для продольной резки рулонов KINGREAL позволяют разрезать узкие полосы различной ширины в соответствии с потребностями заказчика.

Отзывы клиентов в Саудовской Аравии

Компания KINGREAL будет регулярно посещать клиентов, которые приобрели у нее станки для продольной резки рулонов, чтобы узнать об их недавнем использовании и получить рекомендации по оптимизации работы станков. Недавно сотрудники KINGREAL получили положительные отзывы от клиента из Саудовской Аравии, который отметил высокое качество, долговечность, низкие затраты на техническое обслуживание и высокую скорость резки оборудования, что значительно повышает эффективность производства.